
エアーレス、サーボモーター加圧で操作性向上
- サーボモーター
電極位置がストローク内の任意の位置に設定できます。 - 即応式加圧ガイド
即応機構を搭載し、溶接時の即応性が良好です。 - サーボドライバー
加圧力は15条件記憶できます。 - 溶接タイマー
加圧動作と完全同期しています。
仕様
| 名称 | サーボ加圧式単相交流スポット溶接機 |
| 型式 | AHS-50-AC |
| 定格容量 | 50kVA |
| 溶接電源 | 単相200V |
| 最大短絡電流 | 20,000A |
| 最大加圧力 | 10kN |
| フトコロ寸法 | 間隔200mm×深さ500mm |
可変加圧式
- 可変加圧式
一回の溶接時に加圧力を四段階可変できます。 - 溶接品質向上
ギャップがある場合に初期化圧力を高加圧力に設定し、ギャップをなくしスパッタを低減。溶接後の加圧力を高加圧に設定でき、溶接品質が向上します。 - 溶接コントローラーと完全同期
二段階通電時に各通電毎に加圧力を変えられます。各社定置式スポット溶接機へ後付け可能。 - オプション
加圧ロードセル設置可能。溶接中の加圧力測定が可能です。
溶接例
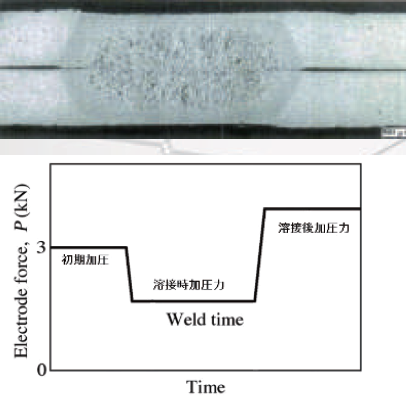
可変加圧による溶接品質向上
通電時には溶接部の発熱によってナゲット(溶接部)が膨張し、加圧力が増加します。しかし、この状態では熱量が不足してしまいます。
そこで、通電時の加圧力を低くすることで溶接に必要な熱量が確保しやすくなります。
これにより、溶接に必要なエネルギーを十分に供給することができます。
一方、通電後に瞬時に加圧力を増加させることで、割れなどの欠陥を防止する効果が期待されます。加圧力の増加により、溶接部の不安定な部分を圧力で固定し、溶接品質を向上させることができます。
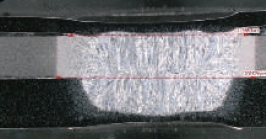
板厚違いの三枚合わせ
板厚違いの3枚溶接(t0.6+t1.6+t2.0)
第一通電時t0.6+t1.6の加圧、通電時間、電流値で溶接
第二通電時t1.6+t2.0の加圧、通電時間、電流値で溶接
一回の溶接時に上記溶接を行うことにより、各板組に最適な溶接条件で溶接することが可能。

エアー加圧からモーター加圧による効果例
- エアーレス
エアーが必要ありません。 - ショックレス
加圧時電極接触直前で減速できます。
加圧による溶接位置の位置ずれが減少します。
加圧による電極変形が減少します。 - 治具レス
加圧した状態から溶接できます。 - 騒音レス
エアー不使用のため、排気音がしません。 - メンテナンスレス
パッキン、Oリング、減圧弁が必要ありません。 - 操作性向上
ストロークが任意に設定できます。